NAK80焊接性能和焊接工艺
焊接性能、堆焊方法
焊条选用、焊后热处理工艺
资料分隔线
NAK80模具钢是日本大同特殊钢株式会社**钢种,属时效硬化型塑料模具钢,焊接性能良好。NAK80焊接性能包括:熔敷钢与母材的硬度分布、焊接原状、焊接后时效处理等;NAK80的堆焊方法内容包括:模具清理、焊条选用、焊接条件、后补热处理及注意事项等。以下是东莞钜研技术中心整理编辑的有关日本大同模具钢NAK80的焊接性能数据和焊接加工工艺方法,日本大同NAK80的机械力学性能(屈服强度、拉伸强度、冲击韧性)、物理性能(热膨胀系数、导热率、磁性)、工艺性能(放电加工、切削性能、气体软氮化性能)等以及NAK80产品资料等敬请浏览相关页面。
NAK80的焊接性能:
焊接部位硬度不升高。焊接后,加以时效处理,则不会产生蚀花不均匀。
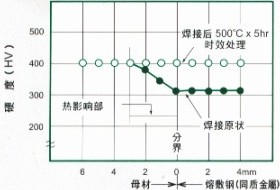
⒈熔敷钢与母材的硬度分布:
NAK80焊接性能-熔敷钢与母材的硬度分布图
焊接条件:焊接方法:TIG焊接(氩气保护);预热:200~300℃;电流:150~170A;焊条:同质合金(NAK-W),焊接后500℃×5hr时效处理。
⒉焊接原状:
NAK80焊接性能-焊接原状图 NAK80焊接性能-焊接后时效处理
⒊焊接后→时效处理:500℃×5小时风冷。
NAK80的堆焊方法:
⒈模具事先清理:
①、全面去除油脂污物氧化皮等;②、全面去除裂纹表面处理层;③、坡口加工拐角部3R以上;
⒉堆焊焊条选择:选用NAK-W焊条。
⒊模具预热:
①、预热温度:300~400℃;②、利用加热炉或丙烷天然气缓慢加热。
⒋焊接加工工艺:
①、直流正极性、分段退焊法。
②、焊接条件:
⒍NAK80堆焊的注意事项:
钜研特殊钢温馨提醒您!利用丙烷、天然气喷烧进行预热和后补热处理时,为防止开裂起见,实行全面加热为宜。
堆焊或使用中焊补裂纹时,往往焊层较厚。视堆焊量的多少,有时即使稍微牺牲尺寸变化,也要在堆焊后立即消除应力(870℃)并进行时效处理(500~520℃)。
本文部分内容来源于网络,我们仅作为信息分享。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 promaxsts@163.com 举报,一经查实,本站将立刻删除。